烙鐵


焊接是一種用於焊接的手動工具。它為熔化焊料提供熱量,以便可以流入兩個工件之間的關節。
焊接鐵由加熱的金屬尖端(鑽頭)和絕緣手柄組成。通過電流(通過電線或電池電纜提供)通過電阻加熱元件,通常可以通過電流(通過電流提供)來進行加熱。通過燃燒在小水箱中的氣體,通常使用催化加熱器而不是火焰來加熱無繩鐵。簡單的鐵桿比過去不常用的簡單使用,只是在火焰中加熱的手柄上的大銅鑽頭。
焊料在大約185°C(365°F)處融化。焊接旨在達到200至480°C的溫度範圍(392至896°F)。
焊接最常用於電子組件中的安裝,維修和有限的生產工作。高體積生產線使用其他焊接方法。大鐵可以用於在鈑金物體中焊接接頭。較不常見的用途包括射片(燃燒到木材中)和塑料焊接(作為超聲焊接的替代品)。
歷史

在電動焊接發育之前,典型的焊接鐵由銅塊組成,並具有適當形狀的點,並支撐在鐵桿上,並將其固定在木柄中。使用前,將鐵加熱在火上或木炭較牛中,每當它變得太酷以供使用時,必須將其重新加熱。鋼匠和銅匠主要使用焊接的熨斗與薄鈑金一起使用。
為了具有足夠的熱容量,需要一個大型銅塊,以便從火上取出後提供有用的熱量,而銅很昂貴。這導致了焊接鐵的發展,這些鐵鐵在廉價的鑄鐵塊上附有一個小銅尖。有些鐵桿甚至具有可移動和可更換的銅尖端。
第一個電焊接的鐵具有非常輕的鉑金尖端,由電流通過尖端本身加熱。到1889年,正在開發電動焊接,並用銅頭後端包裹並封閉在防護殼中的電阻線。或者,加熱元件可以封閉在相對輕的空心銅頭中。
1894年,美國電氣加熱器公司開始在底特律大規模生產電氣焊接。他們開始生產它們,不久之後,美國電氣加熱器公司發布了焊接生產線。 1905年, 《美國科學雜誌》(Scientific American Magazine)發表了一項有關製造焊鐵的教程,清楚地解釋了生產的早期。
1921年,由恩斯特·薩克斯(Ernst Sachs)創立的一家德國公司開發了類似於美國電氣加熱器公司鐵的電氣焊接鐵。 1926年,威廉·阿爾費林克(William Alferink)申請了第一個焊接站的專利。
焊接的實際“形式”

1946年,卡爾·E·韋勒(Carl E. Weller)申請了一項專利,以焊接槍支,該槍支可能會瞬間加熱,並開始生產賓夕法尼亞州的“快速鐵”。它是通過Weller Manufacturing Company製造的,該產品是第一台瞬時熱焊槍。幾年後,他們以自調節的溫度釋放了一種焊接的鐵。 1951年,WEN產品開始生產自己的瞬時焊接鐵。經過三年的審判,韋勒因侵犯專利而獲勝。
1960年,韋勒(Weller)獲得了1964年和1971年更新的焊接鐵“ Magnastat”的專利。該鐵可以使用溫度敏感的磁尖端控制溫度。 “ Magnastat”成為暢銷書,並將其包括在1967年的W-TCP焊接站中。實際上,在專利中,作為互補的描述,它定義了今天已成為“事實上”值得,“當前中國和日本鐵桿中絕大多數的“形式”:Hako,Baku等...現在已經具備的專利,甚至Weller都停止使用某些型號,描述了一個外管,持有塗層銅提示,用螺母夾在手柄上。
位於拉力管26的偏遠後端,並由外圍法蘭27固定,是一種可自由旋轉的螺紋螺母28,適合於螺母接收螺柱29的蓋蓋29,以將尖端11吸引到適當的訂婚中
類型

簡單的鐵
對於電氣和電子產品,使用低功率鐵,15至35瓦的功率等級。可以使用較高的評分,但在較高的溫度下運行;取而代之的是,有更多的熱量可用於與較大的熱容量(例如金屬底盤)進行焊接的連接。有些熨斗是由溫度控制的,以與焊接站相同的方式在固定溫度下運行,具有較大熱量容量的接頭。簡單的鐵在由熱平衡確定的不受控制的溫度下運行;加熱大的東西時,溫度下降。
變化是範圍焊接的鐵,在澳大利亞常見,該鐵從低壓源(例如變壓器或電池)運行,當用戶推動拇指孔操縱器時,在幾秒鐘內進行加熱,然後用作熱控制器。
無繩鐵
當不可用的電力或無線操作時,可以使用電池加熱的小鐵,或通過丁烷等氣體燃燒(例如丁烷)(例如丁烷)。這些熨斗的工作溫度不直接調節;氣體可能通過調節氣流來改變功率。燃氣動力可能具有可互換的技巧,包括不同尺寸的焊尖,用於切割塑料的熱刀,帶有熱火焰的微型吹牛和小型熱氣吹風機,用於諸如縮小熱收縮管的應用。
溫度控制的焊接鐵

簡單的焊接達到由熱平衡確定的溫度,取決於環境的功率輸入和冷卻,並與之接觸的材料。當與大量金屬(例如底盤)接觸時,鐵溫度將下降;小鐵會失去太多溫度,無法焊接較大的連接。用於電子產品的更先進的鐵具有具有溫度傳感器和溫度控制方法的機制,以保持尖端溫度穩定;如果連接很大,可以使用更多功率。溫度控制的鐵可以是獨立的,或者可能包含帶有加熱元件和尖端的頭部,由一個稱為焊接站的底座控制,具有控制電路和溫度調節,有時還顯示。
各種方法用於控制溫度。其中最簡單的是可變功率控制,就像一個燈光調光器一樣,它改變了鐵的平衡溫度,而無需自動測量或調節溫度。另一種類型的系統使用恆溫器,通常在鐵的尖端內部,該恆溫器會自動將電源打開和關閉到元素。可以將熱傳感器(例如熱電偶)與電路結合使用,以監視尖端溫度並調節輸送到加熱元件的功率以保持所需的溫度。在某些型號中,控制電路的固件是可以由最終用戶修改的免費軟件。
另一種方法是使用磁化的焊接技巧,這些焊接技巧在特定溫度(Curie Point)上失去其磁性特性。只要尖端具有磁性,它就可以關閉向加熱元件提供電源的開關。當它超過設計溫度時,它會打開觸點,冷卻直至溫度降低以恢復磁化。更複雜的居里點熨斗通過磁性物理循環高頻AC電流,僅在尖端表面下降到Curie點以下的情況下才能引導加熱。
焊接站

焊接站具有溫度控制,由電源供應,控制電路和用戶調整溫度和顯示的配置以及帶有尖端溫度傳感器的焊接或焊接頭。不使用時,該電台通常將有熱鐵的支架,以及清潔濕的海綿。它最常用於焊接電子組件。其他功能可以組合;例如,主要用於表面成分的返工站可能具有熱氣槍,真空拾取工具和焊接頭。一個去焊接的車站將帶有一個帶有真空泵的底盤,用於去焊接的整個孔組件和一個焊接的鐵頭。
焊接鑷子


對於用兩個端子,例如某些鏈接,電阻,電容器和二極管的焊接和去焊接的小型表面成分,可以使用焊接器;它們可以是獨立的,也可以從焊接站進行控制。鑷子有兩個加熱的尖端安裝在手臂上,可以通過像簡單的鑷子那樣輕輕地擠壓彈簧力來手動地分離。尖端應用於組件的兩端。焊接者的主要目的是在正確的位置融化焊料;組件通常由簡單的鑷子或真空拾音器移動。
熱刀
一把熱刀是一種焊接的鋼鐵,配備了一個位於加熱元件上的雙刃刀片。這些工具可以達到高達1,000華氏度(538攝氏度)的溫度,可允許切割織物和泡沫材料的材料,而不必擔心磨損或串珠。熱刀可以用於汽車,海洋和地毯應用以及其他工業和個人用途。
站立
焊接的鐵台可使鐵遠離易燃材料,並且通常還帶有纖維素海綿和通量鍋,用於清潔尖端。一些用於連續和專業用途的焊接是焊接站的一部分,這使得可以調節尖端的確切溫度,保持恆定,有時顯示。
尖端
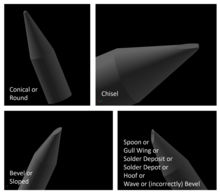

大多數電子產品的鐵桿都具有可互換的尖端,也稱為位,其大小和形狀在不同類型的工作方面有所不同。常見的尖端形狀包括:斜角,鑿子和圓錐形。更專業的尖端的一個例子是勺子或鷗翼,其具有凹度。有關幾種不同的尖端形狀的效果圖以及給它們的一些名稱,請參見圖像。
帶有三角形平面的金字塔尖端和帶有寬平面的鑿子尖端可用於焊接金屬。精細的錐形或錐形鑿子通常用於電子工作。提示可能是筆直的或彎曲的。凹面或柳條尖,帶有鑿子的臉部,在平臉上有凹形孔,可容納少量焊料。小費的選擇取決於工作的類型和訪問關節;例如,焊接0.5mm的音高表面式ICS與焊接到大面積的焊接連接截然不同。據說有凹口井可以幫助防止橋接緊密間隔的線索;建議使用不同的形狀來糾正發生的橋接。由於專利限制,並非所有製造商都在各處提供凹陷技巧。特別是在美國有限制。
較舊且非常便宜的鐵桿通常使用裸露的銅尖,該銅尖與文件或砂紙形成。這逐漸溶解在焊料中,遭受形狀的斑點和侵蝕。磨損時有時會提交銅提示。自1980年代以來,鐵鍍銅尖端變得越來越受歡迎。由於鐵不容易被熔化的焊料溶解,因此鍍層的尖端比裸露的銅更耐用,儘管它最終會磨損並且需要更換。當在現代無鉛焊料所需的較高溫度下工作時,這一點尤其重要。很少使用固體鐵和鋼尖端,因為它們儲存較少的熱量,進行較差和生鏽會破壞加熱元件。
鍍鐵的尖端可能在銅芯和鐵表面之間具有一層鎳。鎳粉外鍍板可以從尖端進一步使用,因為焊料不太貼在此材料上:這避免了將其不需要的焊料潤濕部分。
一些技巧具有嵌入加熱器和基於熱電偶的溫度傳感器,可促進更精確的溫度控制(例如,TS100和T12)。
打掃

當鐵尖端氧化和燃燒的磁通在其上積聚時,焊料不再濕透尖端,阻礙傳熱並使焊接變得困難或不可能;必須定期清潔技巧。這種問題發生在各種焊料中,但是在電子工作中廣泛普遍存在的無鉛焊料要比含有鉛的焊料更高的溫度更為嚴重。暴露的鐵鍍氧氧化;如果將尖端保持在用熔融焊料氧化的罐頭中,則被抑制。通過塗抹小焊料和助焊劑,可以罐裝乾淨的無氧尖端。
通常用焊接設備提供的濕小海綿可用於擦拭尖端。對於無鉛焊料,可以使用帶有黃銅剃須的更具侵略性的清潔。焊接將有助於去除氧化;通量越活躍,清潔越好,儘管未仔細清理的電路板上使用的酸性通量會導致腐蝕。清潔但不接受的尖端容易受到氧化的影響。
焊接鐵尖由鍍銅芯製成各種金屬,包括鐵。銅用於傳熱,而其他平台則用於耐用性。銅很容易腐蝕,吞噬了尖端,尤其是在無鉛的工作中。鐵不是。清潔尖端需要去除氧化物,而不會破壞鐵板並將銅暴露於快速腐蝕中。使用已經含有少量銅的焊料可以減慢銅尖的腐蝕。
如果無法通過更溫和的方法去除嚴重的氧化,則可以使用足夠難以去除氧化的東西磨損,但可以使用難以清除鐵板。可以謹慎使用板凳磨床上的黃銅線搜查器,刷子或車輪。可以使用砂紙和其他工具,但可能會損壞電鍍。
電靜電放電
並非所有的焊接都均為ESD安全。
儘管某些製造商的主電源驅動模型是用元素軸(因此是尖端)通過鐵的主電源引線構建到地面的,但除非使用額外的接地線,否則其他型號的尖端可能會在任意電壓上漂浮。
瓦數
焊鐵的瓦數是焊接鐵中最重要的因素之一。電子設備中使用的大多數焊接均具有20-60瓦的瓦特。
溫度控制的焊接具有較高的瓦數(40 w-60 w)的熨斗比低戰熨斗要好。這並不意味著具有較高瓦數的溫度控制的焊接鐵對焊接接頭施加更多熱量- 這僅意味著,具有較高瓦數的溫度控制的焊接熨斗具有更多的功率,可在需要時加熱焊接接頭。
另一方面,具有低瓦數(20 w – 30 w)的焊接鐵可以比重新加熱的速度更快。這可能會導致焊接接頭差,尤其是在焊接較大的焊接接頭或厚電線時。